

Привідний двигун електромобіля в основному складається зі статора, ротора, корпусу, з'єднувача, поворотного трансформатора та інших частин.Таким чином, вище за течією двигуна для електромобіля є вузол і вузол, де вузол є частиною третього рівня двигуна для електромобіля, вузол є частиною другого рівня двигуна для електромобіля, а приводний двигун є частина першого рівня двигуна для електромобіля.
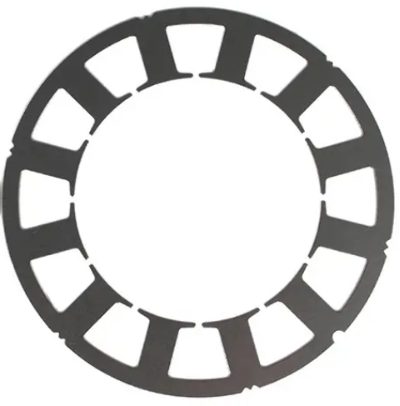
Силіконовий сталевий лист: ключовий компонент двигуна
Силіконовий сталевий лист є ключовим компонентом двигуна та електричного приладу.Його продуктивність не тільки безпосередньо пов'язана з втратою електроенергії, але також пов'язана з продуктивністю, об'ємом і вагою двигуна і трансформатора.
Продуктивність листової кремнієвої сталі, як правило, вимагається наступним чином:
1. Хороша форма пластини та покриття поверхні;
2. Висока точність розмірів і мінімальна різниця товщини однієї пластини;
3. Він має хороші електромагнітні властивості та структуру орієнтації зерен, що відповідає вимогам застосування.
Реформа технології лазерного різання листової силіконової сталі
- Традиційна обробка
Традиційним методом обробки листової кремнієвої сталі є переважно високошвидкісне штампування
1. Відкриття прес-форми потрібне на ранній стадії
2. Висока вартість R & D
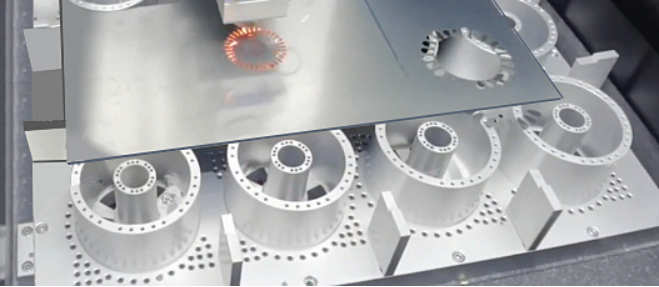
- Лазерне різання
Тепер лазерне різання використовується для формування листової кремнієвої сталі, що вирішує складну проблему традиційної обробки листової кремнієвої сталі.
1. Короткий цикл досліджень і розробок, без відкриття форми
2.Можна вирізати будь-яку фігурку
3. Гнучкий і зручний

(Прецизійний інструмент для лазерного різання сплавівEPLC6045)
EPLC6045 використовує машинну платформу з натурального граніту, високоточну обробку алюмінієвої рухомої балки та зовнішню упаковку з листового металу, а також термостійку обробку фарбою, щоб забезпечити хорошу безпеку та захисну здатність до герметизації за умови відповідності вимогам процесу.
Точність позиціонування:±3um(X1);±5um(X2);±3um(Y); ±3um(Z);±15 arcsec(θ);
Повторювана точність позиціонування:±1 мкм(X1);±3 мкм(X2);±1 мкм(Y);±1 мкм(Z);±3 кутові секунди(θ);
Діапазон площинної обробки:450 мм * 600 мм, що відповідає вимогам до розміру більшості нових енергодвигунів (більший формат можна налаштувати).
Індивідуальне хімічне обладнання:використовується вакуумна адсорбція, а область адсорбції налаштовується відповідно до профілю продукту.Можна вибрати різноманітні вакуумні насоси.
Час публікації: 18 серпня 2022 р