
швидкість зварювання
Під час операції ручного лазерного зварювання швидкість зварювання в основному стосується швидкості оператора, який переміщує зварювальний шов, яка тісно пов’язана з потужністю лазера, швидкістю подачі дроту та іншими параметрами.Перш за все, не допускається ні занадто висока, ні занадто повільна швидкість зварювання.Якщо надто швидко, проплавлення недостатнє, а якість зварювання низька.Якщо занадто повільно, матеріал може проникнути.Відповідно до потужності зварювання рівномірний рух повинен підтримуватися, коли є достатнє проникнення.

Зварювання нержавіючої сталі
Заспокоює той факт, що, незважаючи на те, що рівномірний рух здається дуже вимогливим, ідеальну швидкість зварювання легко знайти шляхом повторних тестів у реальній роботі.У порівнянні з традиційним зварюванням, ручне лазерне зварювання є швидким і простим у адаптації, що також є однією з його найбільших переваг.
Захисний газ
Є дві основні функції захисного газу:
1. Видаліть повітря в місцевій зоні зварювання, щоб уникнути утворення оксидної плівки на поверхні матеріалу;
2.2.Пригнічує хмару плазми, що утворюється під час високопотужного лазерного зварювання.
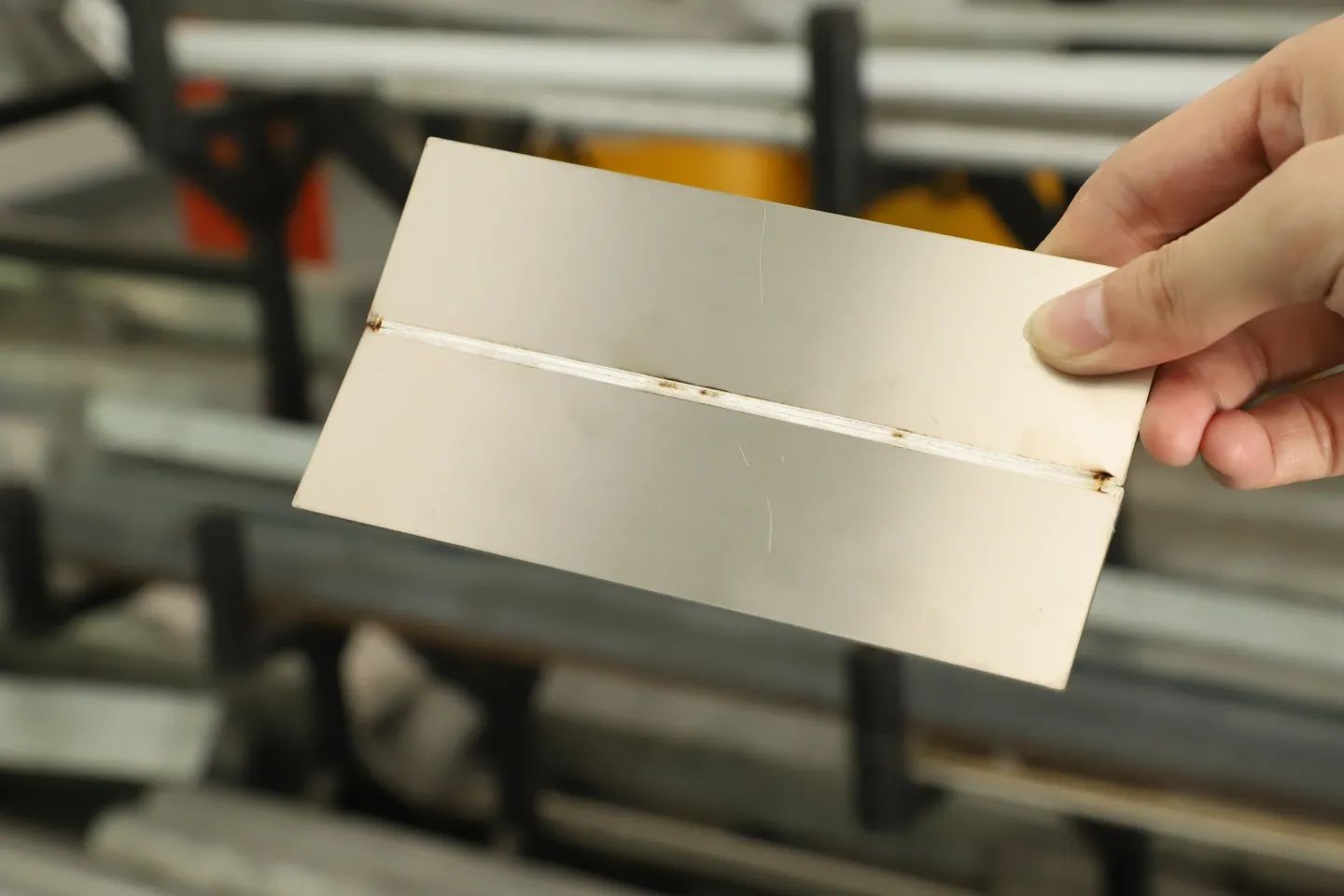
Дріт з нержавіючої сталі без зварювання
У реальному робочому процесі найбільш інтуїтивно зрозумілим ефектом захисного газу є зміна кольору зварного шва.У процесі зварювання нержавіючої сталі, якщо тиск захисного газу недостатній або швидкість зварювання занадто висока, покриття газом недостатнє, зварювальний шов може стати жовтим і чорним, а естетичний ступінь значно зменшується.Так само, щоб правильно налаштувати параметри захисного газу, важливе значення має введення базового обладнання в експлуатацію.Під час процесу введення в експлуатацію слід звернути увагу на контроль зміни швидкості зварювання, щоб уникнути багатьох проблем.На що слід звернути увагу при ручному лазерному зварюванні: зварний шов може бути жовтим, тому що тиск повітря не відрегульовано належним чином.
Час публікації: 30 січня 2023 р